Reverse Osmosis (RO) is a powerful water purification technology capable of removing up to 99%+ of dissolved salts (ions), particles, colloids, organics, and bacteria from feed water. As feed water enters the RO membrane under pressure, water molecules pass through the semi-permeable membrane while salts and other contaminants are blocked and discharged through the reject stream.
RO membranes operate differently from those used in ultrafiltration. They do not have definable pores; instead, they consist of spaces between fibers making up the film. These spaces can take up water due to the presence of acetyl or similar groups on the membrane surface. The water within these spaces forms an ice-like structure, where each water molecule is oriented so that the oxygen atom occupies the vertex of a tetrahedron and hydrogen bonds connect each pair of molecules.
When pressure is applied to the membrane, water molecules on the high-pressure side are incorporated into this ice-like structure, replacing molecules that “melt” away on the other side. Ions in the water, surrounded by aligned water molecules that shield the ionic charge, cannot fit into the ice-like matrix and are thus rejected.
RO technology is versatile and finds applications across various sectors, including:
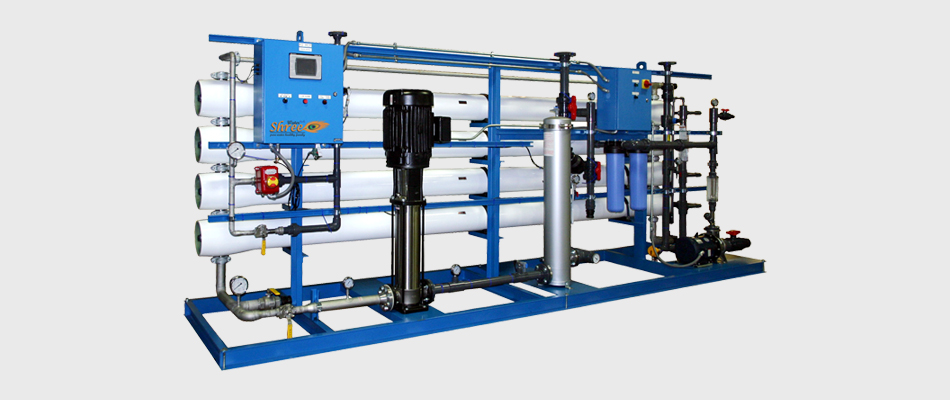
Unic Chem offers a range of RO plants suitable for both commercial and industrial applications, available in various capacities:
With these options, Unic Chem ensures that every need is met, providing reliable and efficient water purification solutions for diverse applications.
Copyright © 2024 @Unic Chem, All Rights Reserved.
Design and Developed by Galaxy Tech Solutions